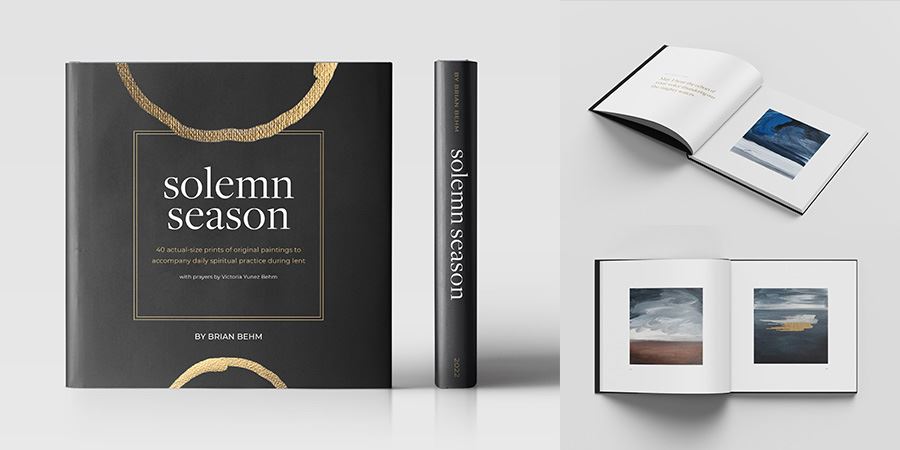
It was quite by happenstance that I stumbled upon the concept of placing my paintings in a book. In fact, the idea wasn’t even my own; my spouse, Victoria, suggested it. The idea hit me with a bright burst of energy. A limited, signed first edition would be the perfect vehicle to share my most recent series of small paintings.
About a year prior—at the height of the Covid-19 pandemic—Victoria and I quarantined with our kids at her parents’ farmette in rural Pennsylvania. After a few months, we got news that Victoria was accepted to Duke University to study theology, so we all decided to move together (my in-laws in tow), to central North Carolina. There, in a disrupted routine, without a proper studio available, I wondered what would be next for me artistically.

Many of my recent abstract and landscape paintings explore the horizon line as a metaphor of the meeting place of the divine and the human. I develop an atmosphere on either side of that thin line with deep brown, subtle grays, and muted blues. Often, I punctuate the soft environments with stark black or white, or rich 18 karat gold. It becomes a conversation between foreground and sky—something like a prayer. I’ve enjoyed leaning into painting as a means to explore spiritual connections and church traditions.
Most church traditions, however, are fairly new to me. I was raised in a big American church—the kind of church that had a multiple-thousand-seat auditorium instead of a sanctuary—so when the season of Lent came around, it intrigued me. In reading and talking with Victoria, I came to understand Lent as something powerful and poignant for exactly the time we were going through. There was the pandemic, of course, which upended everything, and I was in a season of lament, uncertainty, and self-examination. Similarly, Lent, as I came to learn, is a somber period of waiting and reflection, a time to remember that the world is not as it should be, nor as it will stay. With that knowledge, I wanted to see what it would look like to participate in the tradition for the first time. I decided to create 40 four-inch paintings over the 40 days of Lent.

On February 17th, Ash Wednesday, I began the daily ritual of creating a single, introspective painting in contemporary, minimalist marks. I worked in a restrained style with contrasting elements juxtaposed purposefully: light and dark, precious and common, hopeful and somber, holy and base. Metallic gold accents reference the use of gold in holy sites around the world and in centuries of art on crosses, halos, and statues. I also used gold to mark each Sunday in Lent with a blank, all-gold canvas. On those days, I didn’t paint. This lined up with the weekly sabbath rest, which is typically taken as a break from the observation of Lent.
As I created the pieces, I posted them on my Instagram account and enjoyed discussing the pieces with viewers in the comments. When the series was complete, I considered how to present the work. Ultimately, the series worked best when presented in a modified grid that matched the calendar layout of the days of Lent. It begins at the top of the 4th column, a Wednesday, and rows are filled out sequentially, with every Sunday being noted by a blank, all-gold canvas as the first painting in each row of 7 days.
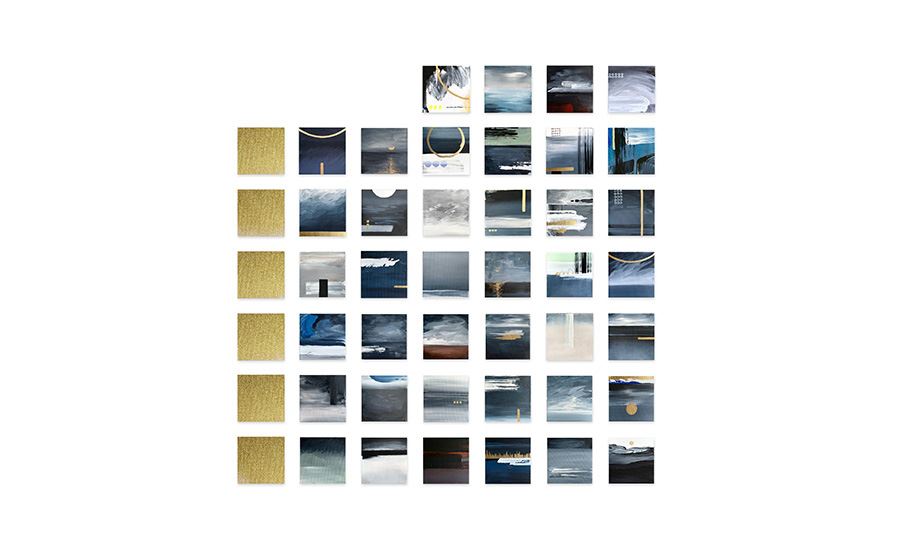
Solemn Season, Brian Behm, 2021, Acrylic and 18k Gold on Canvas.
In the end, I sold the piece as a set to a collector in Tennessee who was eager to show it off in a revolving series of churches. Afterward, though, I felt there was more that could be done with the piece. I could make postcards out of them. Or a large poster that showed all of them. Maybe I could sell prints? But I was skeptical there would be interest in those things. I discussed this foggy thought with Victoria, who, by then, was neck-deep in a masters program at Duke and was about half way to receiving her degree.
“Why don’t you make a book?” she offered. As I thought about it, I got chills.
That’s ingenious! A book!
The sequential nature of the project fits nicely into the pacing of pages. The book would need to be small, intimate, something you can easily hold in your lap. And I thought it should include some writing. With all of her involvement in my processing, not to mention her continuing theological studies, Victoria was the perfect candidate. I asked her to write a longform poetic prayer that I could intersperse between the prints of the paintings. The plan was set. This will be great.
But how do I make a book? . . . to be continued.
Brian Behm is an artist working at the intersection of abstract and sacred art. His home studio is in the woods near Durham, North Carolina, and he can be found online on Instagram or at his website where he sells work directly to collectors and accepts commissions.
This post was moderated by Kathy Hettinga.





